<center id="kca4g"></center>
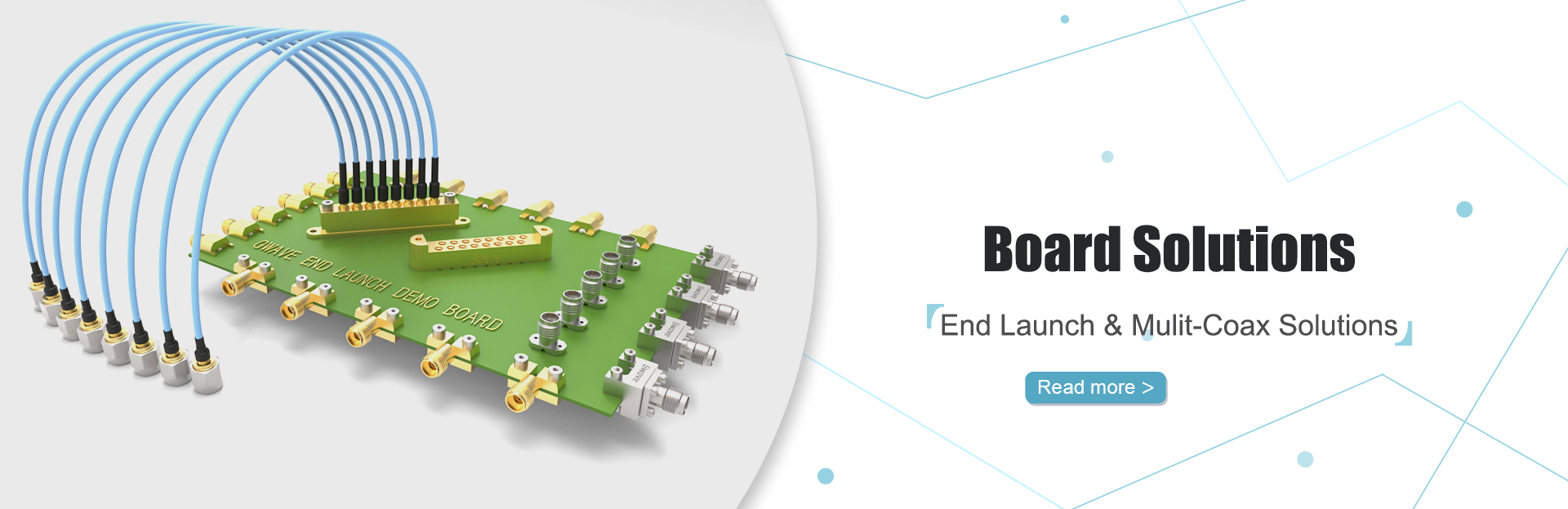
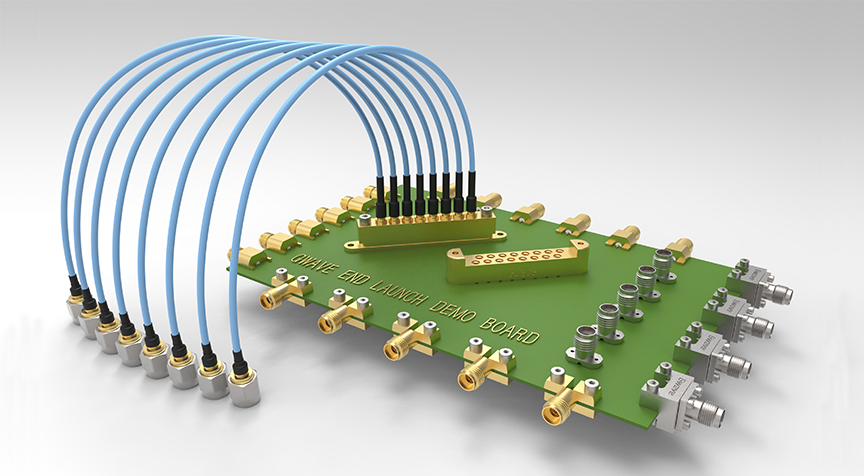
高速數據傳輸
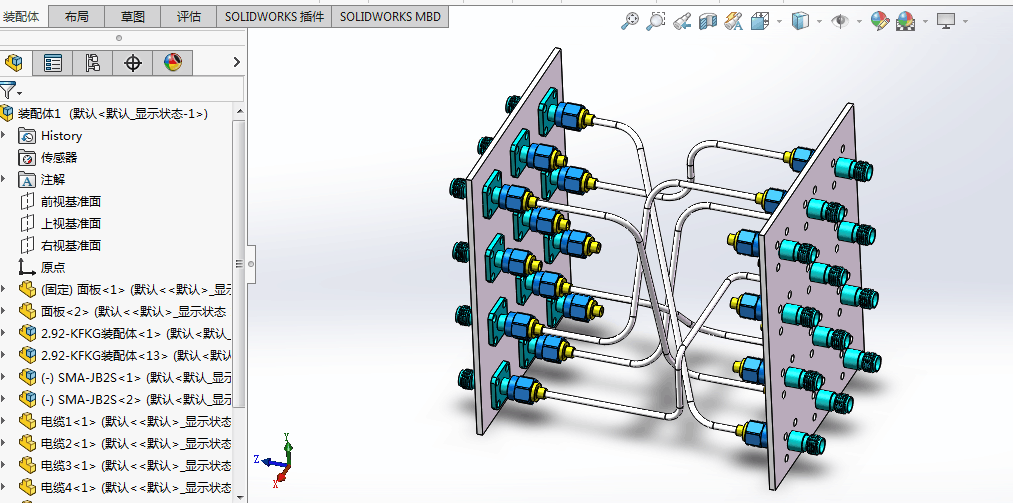
板端免焊和多通道同軸測試
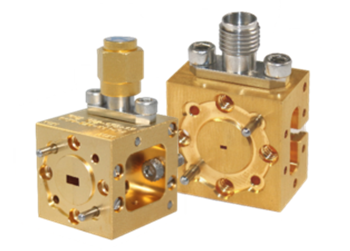
毫米波/太赫茲
30-300G頻率范圍的毫米波及太赫茲解決方案
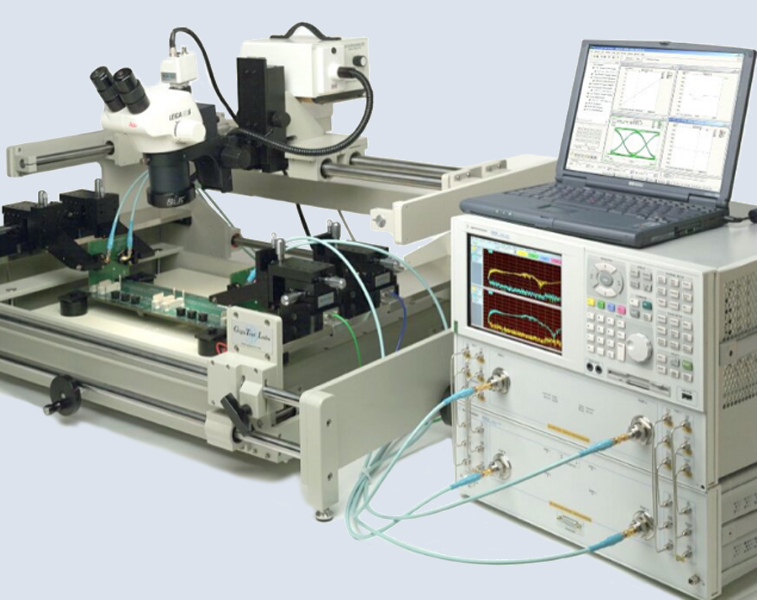
實驗室
可重復、高可靠及苛刻的指標
移動通信
經濟且可規模化生產
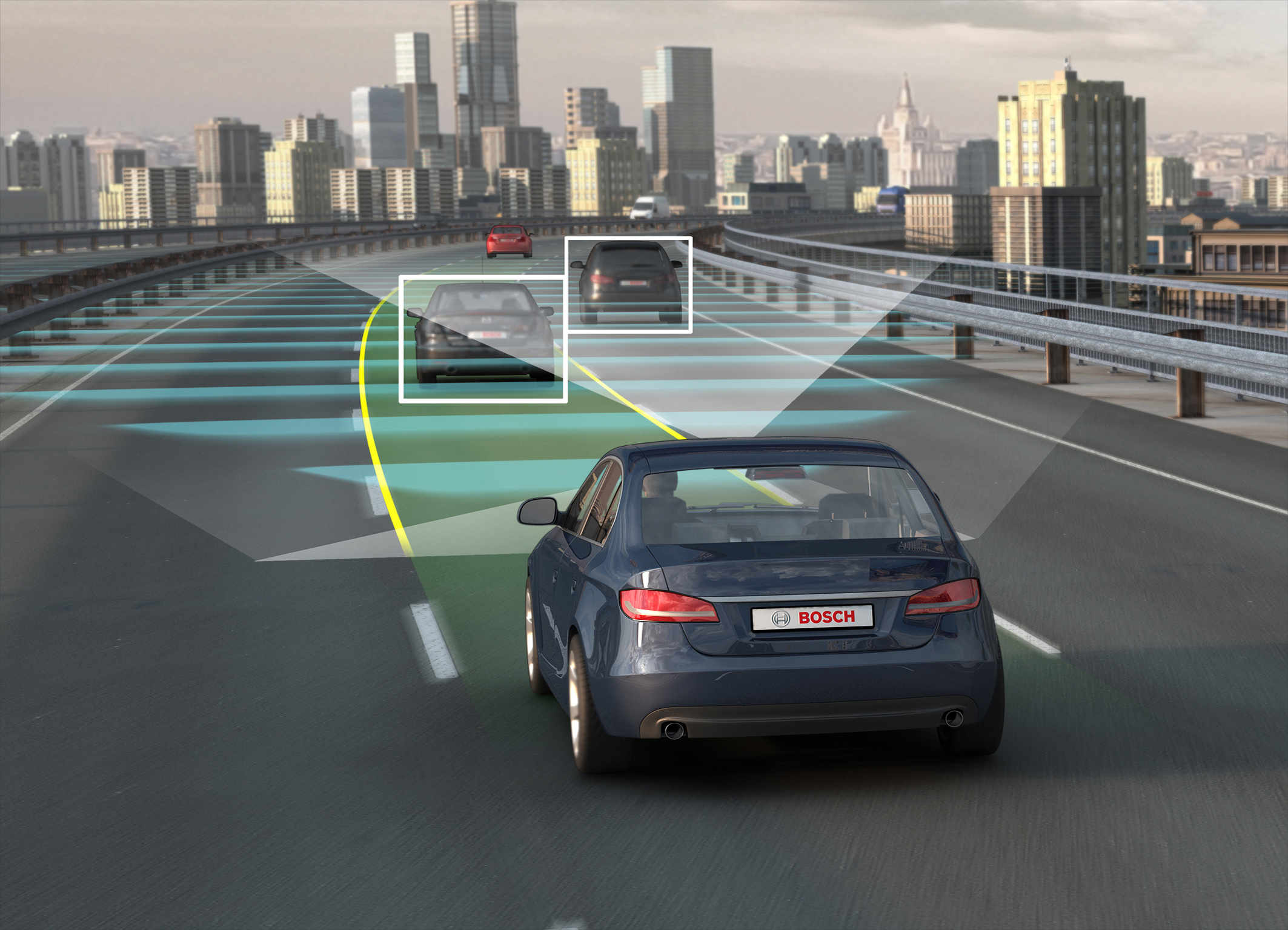
汽車
零缺陷的汽車線束及連接器
Design-in服務
跟客戶深度聯合設計研發
18600796153
















 1522448300
1522448300